





 扫一扫
扫一扫
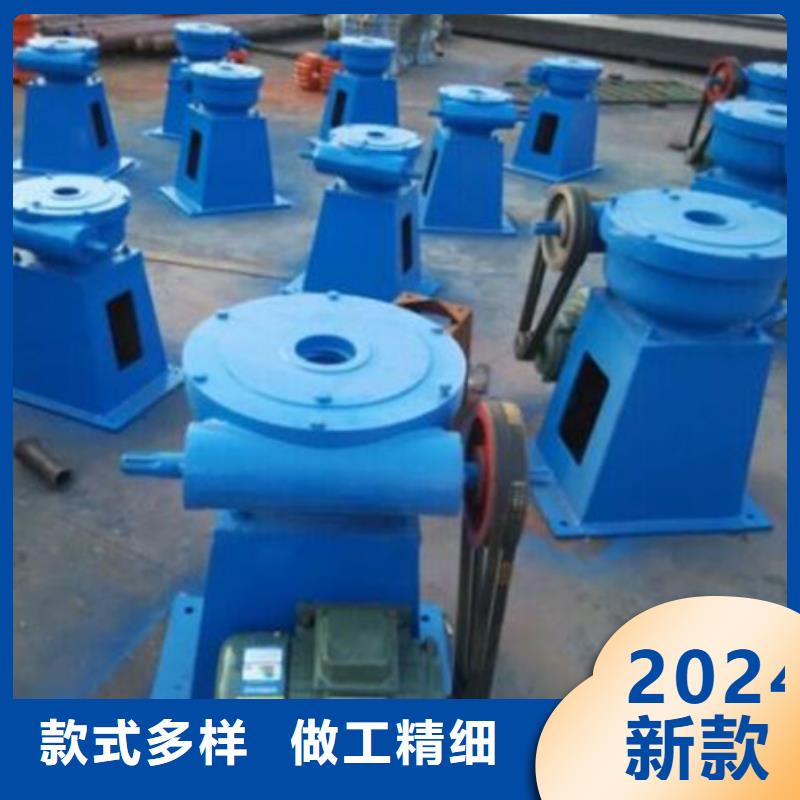
瑞鑫铸铁闸门启闭机钢闸门清污机水工机械厂通过多年研发 启闭机闸门、产品.安全耐用可靠.适应各种安装要求.已在 启闭机闸门、业界享有一定的认知度.深得广大用户一致信赖.本着精益求精的精神.所有 启闭机闸门、产品都是采用优良材料生产精制而成.符合质量监督检测标准. 本公司抱着认真、负责、锐意进取的态度、保证 启闭机闸门、产品质量和售后服务,赢取天下客户的赞许,为客户作出的保证,同时诚望与各新老客户能力合作、共同拓展。





启闭机调试
1、在无荷载的情况下,保证三相电流不平衡不超过正负10%,并测出电流值。
2、上下限位的调节:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。
3、启闭机的主令控制器调整,必须保证闸门升降到上、下限位时的误差不超过1cm。
4、安装后,一定要作试运行,一作无载荷试验,即让螺杆作两个行程,听其有无异常声响,检测安装是否符合技术要求。二作载荷试验,在额定载荷下,作两个行程,观察螺杆与闸门的运行情况,有无异常现象。确认无误后方可正式运行。
1、操作人员必须掌握启闭机的结构、性能与操作方法,并有一定的机械知识,以确保机器的正常运转。
2、操作前,对起闭机进行全面检查,个部位润滑情况是否良好,螺栓有无松动。电动启闭时检查电源线路是否接通,开关是否良好。
3、电动运转时,操作人员不得离开现场,发现问题立即停机。
4、起闭机维修时,必须清除载荷。
5、在使用时,需随时由注油孔注入润滑油,要经常保持足够的润滑油,螺杆要定期清除油垢,涂护新油,以防锈蚀。



启闭机闸门的门型选择致关重要
在进行中小型闸门规划时,有必要首要对建筑物的作用、规划、重要性、运转特色及其详细布置等进行了解,并留意闸门与建筑物有关部位的合作。
规划资料的剖析主要是指对启闭机闸门的荷载和运转条件进行研讨。在闸门上下游不同水位状况的组合中,有时仅有上游一面的单向水头,有时兼有上下游两面的双向水头。少量闸门除了接受静水压力以外,还需思考波浪压力或泥沙压力等其它荷载。这些荷载的挑选和组合构成了闸门的规划荷载。一起,依据闸门的运转条件,在哪些状况下水头只档水而不敞开,在哪些状况下水头需求进行启闭,然后核算启闭力和选用启闭机。
启闭机闸门
闸门型式的挑选通常是依据下列一些要素思考的,即:孔口尺度、荷载状况、工作性质、运转条件、资料供给状况和施工技能以及水平等。在思考这些要素时,通常因为某些客观原因面对某种要素有所偏重。当时当地的习悦做法也有些影响,至于部分在运转以及保护位修等方面与建筑物的合作,如启闭台、维修便桥和挂勾、吊点等也是不容忽视的。



技术支持:059t.com